What is it?
Capability analysis is a set of calculations used to assess whether a system is statistically able to meet a set of specifications or requirements. To complete the calculations, a set of data is required, usually generated by a control chart; however, data can be collected specifically for this purpose.
Specifications or requirements are the numerical values within which the system is expected to operate, that is, the minimum and maximum acceptable values. Occasionally there is only one limit, a maximum or minimum. Customers, engineers, or managers usually set specifications. Specifications are numerical requirements, goals, aims, or standards. It is important to remember that specifications are not the same as control limits. Control limits come from control charts and are based on the data. Specifications are the numerical requirements of the system.
All methods of capability analysis require that the data is statistically stable, with no special causes of variation present. To assess whether the data is statistically stable, a control chart should be completed. If special causes exist, data from the system will be changing. If capability analysis is performed, it will show approximately what happened in the past, but cannot be used to predict capability in the future. It will provide only a snapshot of the process at best. If, however, a system is stable, capability analysis shows not only the ability of the system in the past, but also, if the system remains stable, predicts the future performance of the system.
Capability analysis is summarized in indices; these indices show a system’s ability to meet its numerical requirements. They can be monitored and reported over time to show how a system is changing. Various capability indices are presented in this section; however, the main indices used are Cp and Cpk. The indices are easy to interpret; for example, a Cpk of more than one indicates that the system is producing within the specifications or requirements. If the Cpk is less than one, the system is producing data outside the specifications or requirements. This section contains detailed explanations of various capability indices and their interpretation.
Capability analysis is an excellent tool to demonstrate the extent of an improvement made to a process. It can summarize a great deal of information simply, showing the capability of a process, the extent of improvement needed, and later the extent of the improvement achieved.
Capability indices help to change the focus from only meeting requirements to continuous improvement of the process. Traditionally, the focus has been to reduce the proportion of product or service that does not meet specifications, using measures such as percentage of nonconforming product. Capability indices help to reduce the variation relative to the specifications or requirements, achieving increasingly higher Cp and Cpk values.
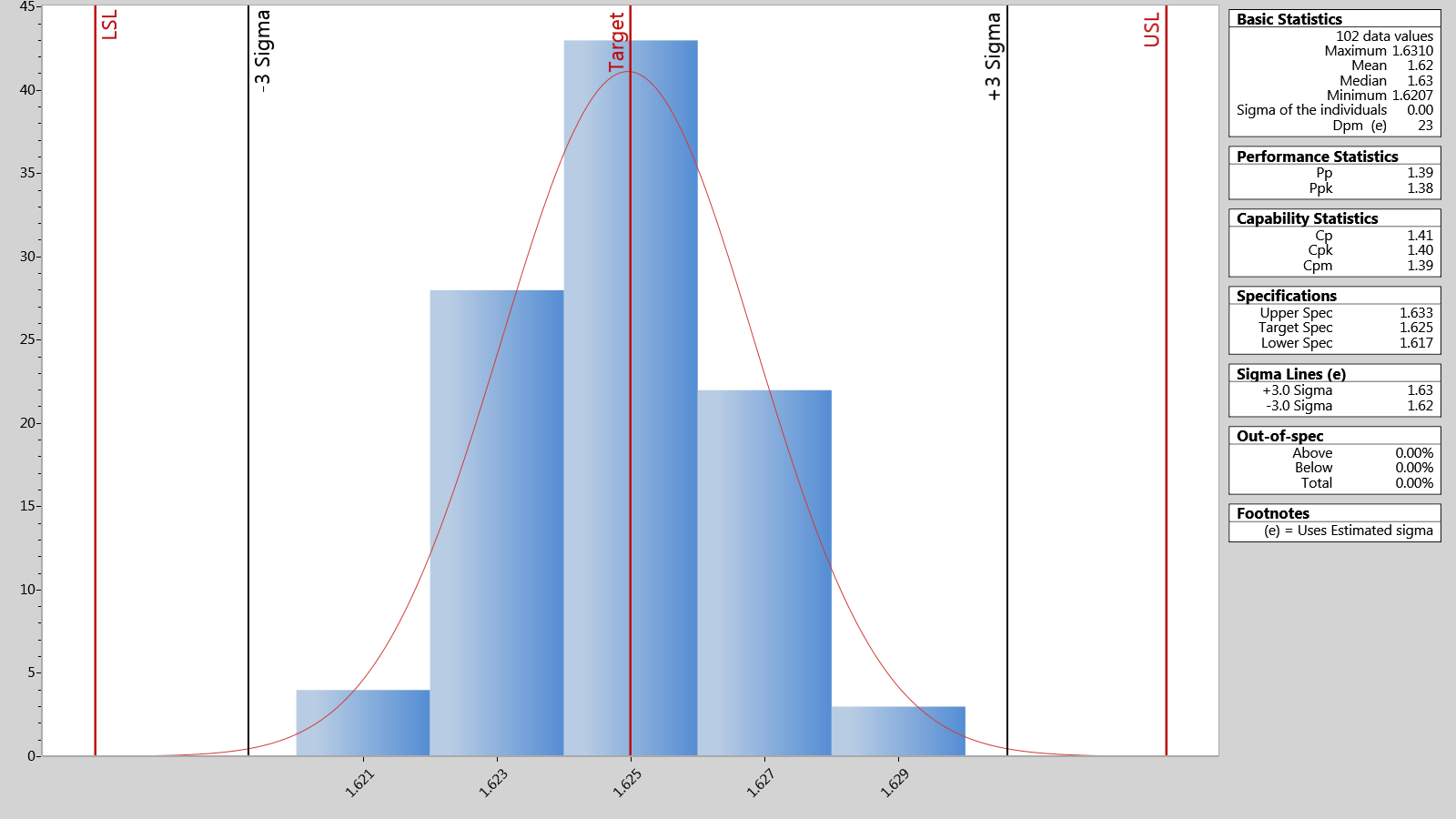
Before capability analysis is completed, a histogram and control chart need to be completed. Easily create these charts and perform capability analysis using software like SQCpack.
When is it used?
Use the standard method for calculating capability analysis when you can answer “yes” to all of the following questions:
- Is it necessary to understand how the system performs in comparison to specification limits?
Specifications or requirements must be available to complete capability analysis. The system must also be measured in the same way as the specifications, so a direct comparison can be made.
- Does the specification consist of an upper and lower requirement?
For processes with one-sided specifications, see the article capability analysis for one-sided specifications.
- Are no special causes of variation present?
A system with special causes is unstable and constantly changing. If capability analysis is performed under these circumstances, it will be unreliable. Always construct a control chart and check for special causes before completing capability analysis.
- Is the data in variables form?
In order to complete the standard method for capability analysis, the data must be in variables form, that is measured data, such as time, length, weight, or distance.
- Do the individual values form a normal distribution?
In order to complete capability analysis using the standard method, a normal distribution is required. Use a histogram to check for normal distribution. If the distribution is not normal, non-normal capability analysis can be used.
- Has the data been collected over a period of time?
There are two ways to collect data for capability analysis. The standard method is from a control chart, where the data is collected over a period of time. If data has been collected in this way, the standard method for performing capability analysis is used.
Note that if you cannot answer these questions with a “yes,” Practical Tools for Continuous Improvement includes capability analysis for one-sided specifications, trial runs, attributes data, and nonnormal data.
What does it look like?
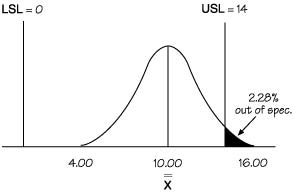
A courier company has set up a team to look at the actual arrival time at customers’ locations to pick up packages, in comparison to the scheduled arrival time. The company guarantees pick up of packages within 14 minutes of the scheduled time. It is unacceptable to customers for the courier to arrive early. Therefore, there are two requirements: on time and up to 14 minutes late. The result of the capability analysis for this example follows.
 = 2.00 |
|
|
Zupper = 2.00
|
Zlower = 5.00
|
|
Cpk = 0.67
|
Cp = 1.17
|
|
Cpu = 0.67
|
Cpl = 1.67
|
A capability analysis like this can be accomplished using software like SQCpack.
How is it made?
These steps assume that variables data has been collected over time, and that a control chart and histogram have been completed. The control chart should show no special causes, and the histogram should reveal that the data is normally distributed.
In the example, the team examined the arrival time of couriers in comparison to the scheduled arrival time over a month. Since time is being measured, the data is variables. The team completed a histogram and found the data to be normal. An X- R control chart was also completed, showing no special causes of variation. Since a control chart must be completed before performing capability analysis, the calculations from the control chart can be utilized. The information taken from the control chart follows:
- The sample size used in the control chart, n
- The overall average, (from an
 chart) or (from an X-MR chart.)
chart) or (from an X-MR chart.)
- The average range, (from an chart) or (from an X-MR chart.)
The numerical specifications or requirements should also be known. Information for the example is shown below:
n = 5
 = 10.00
= 10.00
 = 4.653
= 4.653
USL = upper specification limit = 14 minutes
LSL = lower specification limit = 0 minutes (on time)
Steps:
- Sketch the distribution
- Calculate the estimated standard deviation
- Determine the location of the tails for the distribution
- Draw the specification limits on the distribution
- Calculate how much data is outside the specifications
- Calculate and interpret the capability indices
- Analyze the results
The above article is an excerpt from the “Capability Analysis” section of Practical Tools for Continuous Improvement.
Frequently-asked questions about capability
- Are Cpk & Ppk acronyms? If so, what do they actually mean or represent?
- What is the difference between Cp and Pp?
- What is the difference in the formulas for Cpk and Ppk?
- Are there maximum values for Cp, Cpk, Pp and Ppk?
- How can I improve Cpk value, when it is less than 1.0?
- Is it possible to have a Ppk value of 10 and a Pp number of 5?
- What do the letters in Cp and Cpk stand for?
- Why do capability indices formulas divide by 3?
- What is an ideal Cpm value?
- Can I compare two processes based on only the Cpk values of each of them?
- Can the process performance index Ppk be applied on the ongoing process? If yes, how?
- Why would I have Cp and Cpk indices well over 1 when some readings are outside the specification limits?
Additional articles about capability
>> Cpk or Ppk: Which should you use?
>> How can Cpk be good with data outside the specification?
>> How do we determine process capability if the process isn’t normal?
>> Is Cpk the best capability index?
>> Should you calculate Cpk when your process is not in control?
>> The capability index dilemma: Cpk, Ppk, or Cpm
>> Calculating capability indices with one specification